






Produktová konzultace
Vaše emailová adresa nebude zveřejněna. Povinná pole jsou označena *

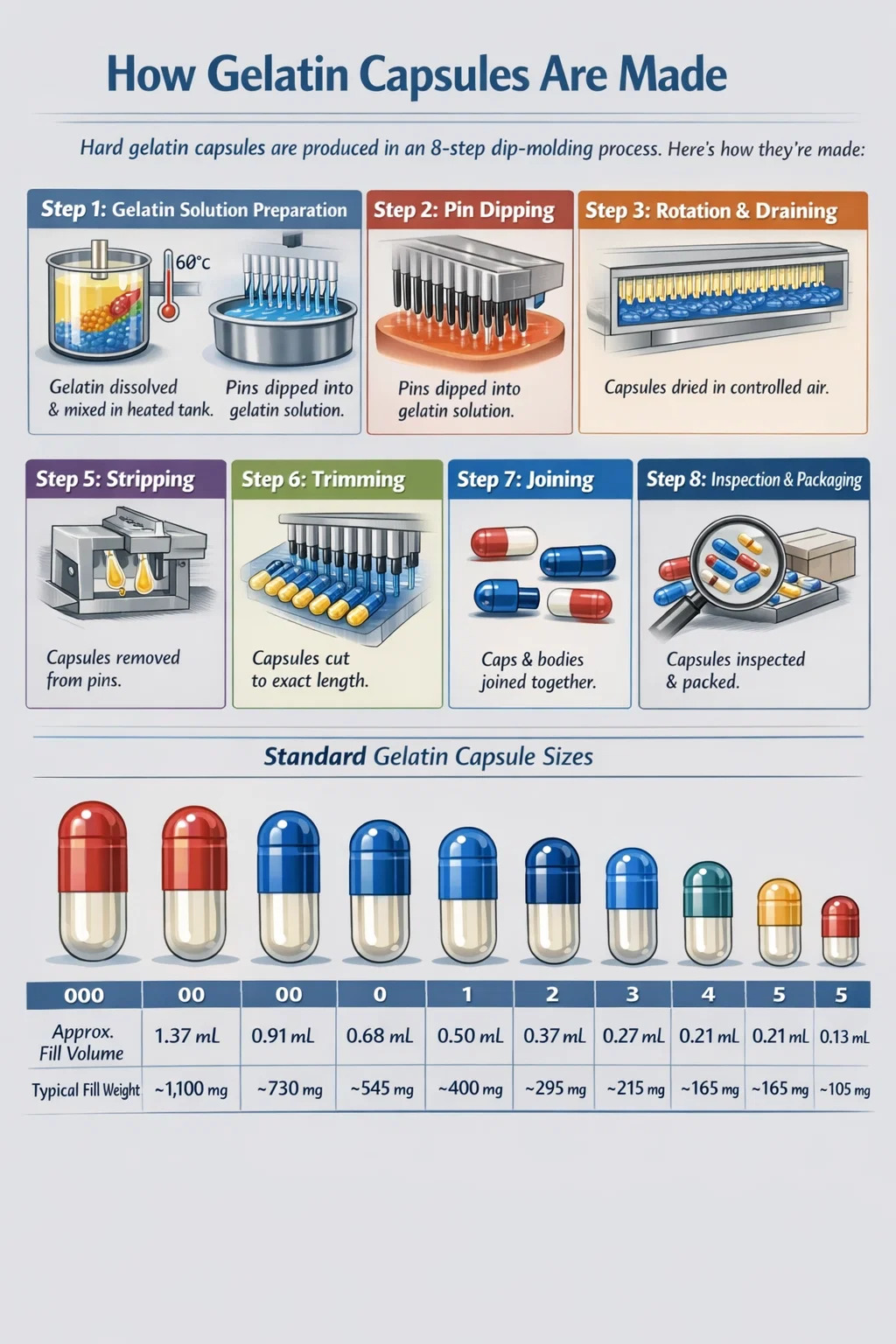
Kapsle – zejména želatinové kapsle – jsou vyráběny procesem tvarování máčením, při kterém jsou precizně zpracované špendlíky z nerezové oceli ponořeny do želatinového roztoku s řízenou teplotou, vyjmuty, vysušeny, odizolovány, oříznuty a spojeny, aby vytvořily hotovou skořápku. Tento proces se vztahuje na tvrdé želatinové kapsle (HGC) , které tvoří zhruba 70–75 % všech celosvětově vyrobených kapslí. Měkké želatinové tobolky (softgels) se řídí odlišným způsobem zapouzdřování v rotační formě, kde se obal a materiál náplně tvoří současně.
Celý výrobní cyklus tvrdých želatinových kapslí – od namáčení špendlíkem až po hotovou skořápku – obvykle trvá 45 až 50 minut na dávkový cyklus na moderní automatizované lince s jediným výrobním strojem schopným vyrobit více než 1 milion obalů kapslí za hodinu. Pochopení tohoto procesu je zásadní pro výrobce léčiv, značky nutraceutik, lékárny pro výrobu směsí a kohokoli, kdo získává nebo hodnotí materiály tobolek.
Želatinová kapsle je skořápka vyrobená primárně z želatiny — bílkoviny získané částečnou hydrolýzou kolagenu pocházejícího ze zvířecích kostí, kůží a pojivových tkání, nejčastěji z hovězího nebo prasečího původu. Skořápka se rozpouští v žaludečních tekutinách uvnitř 3 až 10 minut účinně uvolňuje jeho obsah do trávicího systému.
Želatinové kapsle dominují farmaceutickému trhu a trhu s doplňky z několika měřitelných důvodů:
V komerční výrobě existují dva primární typy želatinových tobolek: tvrdé želatinové tobolky a měkké želatinové tobolky. Jejich výrobní procesy jsou zásadně odlišné a jejich aplikace tyto rozdíly odrážejí.
Před zkoumáním výrobního procesu je nutné porozumět vstupním materiálům, které přímo určují kvalitu skořepiny, rozpouštěcí výkon a shodu s předpisy.
Želatina farmaceutické kvality použitá při výrobě kapslí musí splňovat specifikace uvedené v lékopisu Spojených států amerických (USP), evropském lékopisu (Ph. Eur.) a japonském lékopisu (JP). Mezi klíčové parametry kvality patří:
Skořápky z čisté želatiny by byly pro praktickou manipulaci příliš křehké. Změkčovadla se přidávají k zavedení flexibility. U tvrdých tobolek je obsah změkčovadla minimální (pod 1–2 %). U měkkých želatinových kapslí je koncentrace změkčovadla mnohem vyšší – obvykle 20–30 % složení skořápky . Nejběžnějším změkčovadlem je glycerin, přičemž sorbitol se používá v aplikacích citlivých na vlhkost.
Oxid titaničitý se používá jako kalidlo, aby se zabránilo degradaci fotosenzitivních výplňových materiálů světlem. Schválená barviva (barviva FD&C, oxidy železa, přírodní pigmenty jako annatto nebo karmín) se před namáčením zapracují do roztoku želatiny. Jediný obal tobolky může obsahovat 0,01 % až 2 % hmotn./hmotn. oxidu titaničitého v závislosti na požadované úrovni krytí.
Primárním rozpouštědlem pro rozpouštění želatiny je čištěná voda (splňující standardy USP nebo Ph. Eur.). Roztok želatiny používaný při namáčení typicky obsahuje 30–40 % w/w pevné želatiny rozpuštěné ve vodě , udržované při 50–60 °C, aby se roztok udržel na viskozitě vhodné pro máčení.
Někteří výrobci přidávají do želatinové hmoty antimikrobiální konzervační látky s nízkou koncentrací, jako je oxid siřičitý (SO₂), aby se zabránilo mikrobiální kontaminaci během zpracování. Povolená hladina v hotové želatině obvykle není vyšší než 50 mg/kg podle Ph. Eur. specifikace.
Výroba obalů tvrdých želatinových tobolek se řídí přísně kontrolovaným sledem kroků. Každá fáze probíhá ve vyhrazené části automatizovaného stroje na výrobu kapslí (jako jsou ty, které vyrábí Capsugel, ACG nebo Qualicaps). Zde je podrobný rozpis každé fáze:
Želatinové granule farmaceutické kvality se zváží a rozpustí v purifikované vodě za použití opláštěné míchací nádoby s řízeným ohřevem. Řešení je přivedeno k 60–70 °C za stálého míchání po dobu 2–4 hodin, dokud není zcela homogenní. Během této fáze se přidávají barviva, kalidla a jakékoli pomocné látky. Konečný roztok se odplyní ve vakuu, aby se odstranily vzduchové bubliny, které by jinak vytvořily dírky v hotové skořápce. Roztok se poté přenese do zásobní nádrže, kde se udržuje teplota 50–55 °C aby se zabránilo předčasnému gelovatění při zachování správné viskozity pro máčení.
Jádrem výroby tvrdých kapslí je proces tvarování ponorem. Nerezové nebo mosazné kolíky – přesně opracované na přesné rozměry každé velikosti kapsle (velikost 000 až velikost 5, s odpovídajícími objemy od 1,37 ml do 0,13 ml) – jsou uspořádány do tyčí, z nichž každý drží stovky kolíků. Tyto kolíkové tyče jsou nejprve vyčištěny, zkontrolovány a předem namazány uvolňovacím činidlem (obvykle lubrikantem forem na bázi cetrimidu nebo podobných činidel), aby se usnadnilo vyjmutí kapsle.
Tyčinky se poté ponoří do roztoku želatiny s řízenou teplotou. Namáčecí nádrž je udržována při 45–50 °C aby se zajistilo, že želatina rovnoměrně pokryje kolíky. Čepy těla a čepy čepice jsou ponořeny odděleně, protože mají mírně odlišné rozměry – čepička má o něco větší průměr, aby umožnila tělesu vklouznout dovnitř a uzamknout se během spojování. Hloubka máčení a rychlost vytahování jsou přesně řízeny, aby se dosáhlo jednotné tloušťky stěny pláště 0,09 až 0,12 mm .
Bezprostředně po ponoření se tyče čepu převrátí a pomalu se otočí. Tato rotace zajišťuje rovnoměrné rozložení želatinového filmu po celém povrchu špendlíku, což zabraňuje hromadění na špičce. Během této fáze odtéká přebytečná želatina zpět do namáčecí nádrže, čímž se snižuje plýtvání materiálem.
Potažené kolíky procházejí řadou sušících pecí, kde je přes želatinový film směrován upravený vzduch s přesně řízenou teplotou a vlhkostí. Podmínky sušení jsou typicky 20–25 °C s relativní vlhkostí udržovanou mezi 30–45 % . Příliš rychlé sušení způsobuje praskání; nedostatečné sušení zanechává skořápky měkké a lepkavé. Sušící tunel na moderním automatizovaném stroji může být 30 až 50 metrů v efektivní délce s více zónami teploty a vlhkosti, aby bylo dosaženo postupného, rovnoměrného sušení. Tato fáze obvykle trvá 30–40 minut celkové doby zdržení v tunelu.
Po vysušení na správný obsah vlhkosti (obvykle 13–16 % t/t v této fázi) jsou polotuhé želatinové skořápky mechanicky staženy z kolíků pomocí gumových stahovacích čelistí, které uchopí a strhnou skořápku bez deformace. Toto je kritický krok – jakékoli nepravidelnosti povrchu čepu nebo nedostatečné mazání v tomto bodě způsobí roztržení nebo deformaci.
Odizolované mušle mají nerovný otevřený konec (konec, který byl na špičce kolíku). Precizní rotační nože ořezávají každou mušli na přesně zadanou délku. Délky víčka a těla tvrdé želatinové tobolky jsou standardně definovány – například tobolka velikosti 0 má délku těla 18,0 mm a délka čepice 11,7 mm (přibližné standardní rozměry; přesné specifikace se liší podle výrobce). Přesnost ořezu je obvykle v rozmezí ±0,3 mm.
Oříznutá těla a uzávěry jsou přiváděny do spojovací sekce, kde jsou předběžně uzamčeny: těleso se zasune do uzávěru do předuzamčené polohy a během manipulace a plnění je drží pohromadě jako prázdné skořepiny. Předuzamčené kapsle lze snadno oddělit plnicími stroji pro plnění a poté je po dokončení plnění zcela uzavřít. Spojovací mechanismus používá vodítka a vačkové kladičky k zatlačení těla do uzávěru v kontrolované hloubce.
Hotové prázdné obaly želatinových tobolek procházejí automatizovanými kontrolními systémy vybavenými kamerami a senzory, které detekují viditelné vady – dírky, dvojité stěny, trhliny, promáčkliny a barevné nekonzistence. Míra odmítnutí na dobře udržovaných moderních tratích je obvykle nižší 0,5 % . Přijaté skořepiny jsou hromadně baleny do polybagů v lepenkových kartonech a skladovány za kontrolovaných podmínek 15–25 °C a 35–65 % relativní vlhkosti k udržení integrity skořápky po dobu skladovatelnosti (obvykle 3–5 let).
Tvrdé želatinové kapsle jsou vyráběny ve standardizovaných velikostech, z nichž každá odpovídá definované kapacitě náplně. Výběr správné velikosti je kritickým rozhodnutím o složení.
| Velikost kapsle | Přibližný objem náplně (ml) | Typická hmotnost plnění (mg) při hustotě 0,8 g/ml | Běžné aplikace |
|---|---|---|---|
| 000 | 1.37 | ~1 100 | Vysokodávkové veterinární, nutraceutika |
| 00 | 0.91 | ~730 | Rybí tuk, bylinné extrakty |
| 0 | 0.68 | ~545 | Nejběžnější velikost OTC doplňků |
| 1 | 0.50 | ~400 | Farmaceutické Rx produkty |
| 2 | 0.37 | ~295 | Formulace se střední dávkou |
| 3 | 0.27 | ~215 | Silná API, pediatrické formulace |
| 4 | 0.21 | ~165 | Léky s velmi vysokou účinností |
| 5 | 0.13 | ~105 | Novorozenecké a mikrodávkování |
Měkké želatinové kapsle (softgely) se vyrábějí za použití proces zapouzdření rotační matrice , vynalezený Robertem Pauli Schererem v roce 1933. Na rozdíl od výroby tvrdých tobolek proces měkkých gelů tvoří obal a současně zapouzdřuje náplňový materiál v nepřetržitém provozu.
Teplá želatinová hmota (obsahující želatinu, změkčovadlo – obvykle glycerin a/nebo sorbitol v množství 20–30 % hmotnosti suché želatiny – a vodu) se rozprostře na chlazené licí bubny, aby se vytvořily souvislé želatinové proužky kontrolované tloušťky, typicky Tloušťka 0,5 až 1,2 mm . Dvě pásky jsou vytvořeny současně - jedna pro každou polovinu kapsle.
Dvě želatinové pásky jsou přiváděny z protilehlých stran do rotačního lisovacího mechanismu sestávajícího ze dvou protiběžných lisovacích válečků. Když se pásy sbíhají v lisovnicích, je výplňový materiál (kapalina, suspenze nebo pasta) vstřikován z plnicího čerpadla prostřednictvím klínovitého vstřikovacího mechanismu umístěného mezi pásy. Razidla vyrazí a utěsní želatinu kolem výplňového materiálu pomocí tepla a tlaku - obvykle 37–40 °C na povrchu matrice — při současném odřezávání kapsle z pásky. To vytváří hermeticky uzavřenou kapsli v jediné operaci.
Čerstvě vytvořené měkké gely obsahují 30-40% vlhkosti a musí být vysušen. Jsou přemístěny do bubnových sušiček – velkých rotačních bubnů s upraveným prouděním vzduchu – kde se nepřetržitě bubnují 2–4 hodiny aby se zabránilo slepování a podpořilo se rovnoměrné sušení. Následné sušení tácu může pokračovat 24–48 hodin v kontrolovaném prostředí, dokud skořápka nedosáhne rovnovážného obsahu vlhkosti přibližně 6–10 % w/w .
Náplň pro měkké želatinové kapsle musí být při teplotách zpracování kapalná nebo polotuhá. Mezi materiály, které nejsou kompatibilní s náplní softgel, patří:
Kapsle z hydroxypropylmethylcelulózy (HPMC) – také nazývané vegetariánské nebo veganské kapsle – získaly významný podíl na trhu jako alternativy k želatinovým kapslím, zejména u produktů zaměřených na vegetariánské, veganské, halal a košer spotřebitele. Výrobní proces pro kapsle HPMC používá stejný princip tvarování ponorem, ale s důležitými rozdíly.
| Parametr | Želatinová kapsle | HPMC kapsle |
|---|---|---|
| Materiál pláště | Želatina živočišného původu | Celulózový polymer rostlinného původu |
| Doba rozpouštění (žaludeční) | 3–10 minut | 15–30 minut |
| Citlivost na vlhkost | Vysoká (křehká pod 12 % RH, měkká nad 65 % RH) | Nižší — stabilnější v celém rozsahu RH |
| Cena za jednotku | 0,01–0,05 USD | 0,03 – 0,10 $ (přibližně 2–3× vyšší) |
| Kompatibilita rychlosti plnění | Vynikající — běží na všechny standardní náplně | Dobrý – může vyžadovat úpravy rychlosti |
| Riziko zesíťování | Ano – aldehydy a redukující cukry mohou zesíťovat obal | Ne – nepodléhá zesíťování |
| Dietní vhodnost | Nevhodné pro vegany/vegetariány | Vhodné pro všechny dietní preference |
Jedním z prakticky nejvýznamnějších problémů při výrobě a formulaci želatinových kapslí je zesíťování skořápky — chemická reakce, při které sloučeniny obsahující aldehyd (z pomocných látek, výplňových materiálů nebo obalů) reagují s aminoskupinami v želatinových proteinových řetězcích za vzniku kovalentních vazeb, díky nimž je obal tuhý a odolný vůči rozpouštění.
Zesíťované želatinové slupky mohou projít počátečním testem rozpouštění, ale poté selžou 3–6 měsíců skladování vytváří vážné riziko biologické dostupnosti, které často není detekováno, dokud dobře neprobíhají studie stability. Dvoustupňový rozpouštěcí test USP byl speciálně vyvinut pro řešení tohoto problému: kapsle, které nesplňují standardní kritéria rozpouštění, jsou znovu testovány v přítomnosti enzymů (pepsin nebo pankreatin), aby se zjistilo, zda je příčinou zesítění.
Známé spouštěče pro zesíťování v systémech želatinových kapslí zahrnují:
Strategie zmírnění zahrnují nahrazení laktózy neredukujícími cukry (např. mannitolem nebo mikrokrystalickou celulózou), použití sušidel a inertních plynů v horním prostoru při balení, výběr kapslí HPMC pro formulace citlivé na aldehydy a provádění zrychleného testování stability při 40 °C/75 % RH po dobu 6 měsíců jako standardní protokol.
Výrobci tobolek dodávající farmaceutickému průmyslu musí fungovat pod cGMP (současná správná výrobní praxe) předpisy definované FDA 21 CFR Parts 210/211 (US), EudraLex Volume 4 (EU), nebo ekvivalentní národní směrnice. Režim kontroly kvality výroby želatinových kapslí zahrnuje několik dimenzí:
Kromě standardních tvrdých a měkkých želatinových kapslí vyvinul průmysl kapslí specializované varianty, které splňují specifické požadavky na dodávání léků. Tyto úpravy se zavádějí buď během výroby skořepiny nebo jako postprodukční úpravy.
Standardní želatinové kapsle se rychle rozpouštějí v žaludeční kyselině (pH 1–2). U léků, které jsou labilní v kyselém prostředí nebo musí být dodány do střeva, jsou želatinové tobolky po naplnění potaženy enterosolventními polymery, jako je např. ftalát hydroxypropylmethylcelulózy (HPMCP), acetátftalát celulózy (CAP) nebo Eudragit L100 . Tyto povlaky zůstávají neporušené při pH v žaludku pod 5,0, ale rozpouštějí se při pH ve střevě nad 5,5–6,0, což umožňuje cílené střevní uvolňování.
Tvrdé želatinové tobolky lze plnit tekutými nebo polotuhými formulacemi – technologie, která spojuje jednoduchost výroby tvrdých tobolek s výhodami biologické dostupnosti tradičně spojovanými s měkkými gely. Tekuté náplně pro tvrdé tobolky musí být nevodné nebo obsahují méně než 10 % vody aby se zabránilo měknutí skořápky. Po naplnění jsou kapsle utěsněny páskováním (želatinový pás aplikovaný kolem spojení uzávěru a těla), tepelným zatavením nebo rotačním svařováním. Tento formát prokázal zvláštní užitečnost pro zlepšení biologické dostupnosti BCS třídy II a IV špatně rozpustných léků prostřednictvím systémů dodávání léků na bázi lipidů (LBDDS).
Kromě HPMC jsou pro specifické aplikace k dispozici alternativní materiály pláště. Kapsle Pullulan (vyrobené z fermentované tapioky) nabízejí vynikající vlastnosti pro kyslíkovou bariéru – přibližně rychlost přenosu kyslíku 10x nižší než želatina — což je činí vhodnými pro výplňové materiály vysoce citlivé na oxidaci. Kapsle na bázi škrobu jsou další alternativou bez obsahu zvířat, ale jsou méně běžně používané kvůli vyšší křehkosti a problémům se zpracováním.
Samotný obal želatinové kapsle se obvykle nepoužívá k dosažení modifikovaného uvolňování – tato funkce je obvykle zabudována do náplně (potahované pelety, minitablety, granule s řízeným uvolňováním). Želatinová kapsle je však ideální nádoba pro uložení více populací pelet s různými profily uvolňování. Například tvrdá želatinová kapsle velikosti 0 může obsahovat směs pelety s okamžitým uvolňováním a 8hodinovým prodlouženým uvolňováním v jediné kapsli, čímž se vytvoří dvoufázový profil uvolňování z jednoduchého výrobního kroku.
Prázdný obal želatinové kapsle je jen částí příběhu. Proces plnění – prováděný u farmaceutických výrobců, smluvních vývojových a výrobních organizací (CDMO) nebo v lékárnách pro výrobu směsí – je stejně důležitý pro kvalitu konečného produktu.
Průmyslové plniče kapslí (od výrobců jako IMA, Bosch/Syntegon a MG America) fungují na bázi kontinuálního nebo přerušovaného pohybu. Otevřou předem uzamčené pouzdro kapsle, naplní tělo dávkou prášku, pelet nebo kapaliny a poté uzavřou a vysunou naplněnou kapsli. Výkony pro vysokorychlostní rotační plničky se pohybují od 150 000 až 500 000 kapslí za hodinu . Řízení změn hmotnosti je dosaženo pomocí automatických kontrolních vah, které typicky vyřazují kapsle mimo specifikační toleranci ±5 % cílové hmotnosti náplně pro práškové náplně.
Pro malosériovou výrobu nebo výrobu klinických zkoušek umožňují plnicí desky kapslí (Torpac, Capsule Machine) ruční plnění 50 až 300 kapslí na šarži . Poloautomatické stolní plničky překlenují mezeru, manipulace 5 000 až 50 000 kapslí za hodinu a jsou běžné v malých farmaceutických provozech a speciálních směsích.
Plnění tvrdých želatinových kapslí musí probíhat v kontrolovaném prostředí. Nejkritičtějším parametrem je relativní vlhkost: želatinové slupky jsou příliš křehké, než aby se s nimi dalo manipulovat 30% RH a nahoře příliš měkké a lepkavé 60% RH . Standardní podmínky plnicí místnosti jsou 20–25 °C a 40–55 % relativní vlhkosti . Ve vlhkém klimatu vyžadují plnicí prostory aktivní odvlhčování pomocí ověřených systémů HVAC.
Pro farmaceutické společnosti, nutriční značky a CDMO vyžaduje výběr správného dodavatele želatinových tobolek hodnocení v několika dimenzích nad rámec základní ceny za tisíc tobolek.
Vaše emailová adresa nebude zveřejněna. Povinná pole jsou označena *
Pokud se chcete dozvědět více o našich produktech, neváhejte nás kontaktovat a my vám pomůžeme.

